
It is a widely accepted fact that printing bar codes on corrugated is a challenge. TAPPI and other trade groups recognize that the verification grade is seldom better than ANSI D (ISO 0.5-2.3) due to the low reflectance value of the bare kraft substrate. There is very little that can be done to improve this, short of a two pass print process to lay down a white background for the bar code—an unacceptable expense most of the time.
If ANSI D is as good as it gets for bar codes on corrugated, why bother expending any effort on bar code quality in corrugated printing? Because the Symbol Contrast parameter that is driving the ANSI D grade is only one of 9 parameters, each of which is critical in the performance of the bar code.
In our 30+ years of work in this area, we have seen hundreds of failures of bar codes on corrugated, and in only a very few cases was the failure due to Symbol Contrast.
To be perfectly clear, let’s restate that: virtually all bar codes on corrugated we’ve seen don’t grade any higher than an ANSI D, but relatively few grade any lower than that because of Symbol Contrast. In nearly all cases of bar code failure, the culprit is Modulation, Decodability or Quiet Zone encroachment—not Symbol Contrast.
Without going into great detail about what causes Modulation or Decodability problems, the most common cause is excessive ink spread. Often this is the result of a lot of ink wicking into the corrugated, and this is always worse with recycled. But this is not an unusual or unexpected phenomenon with printing on corrugated—sometimes the amount of it is unexpected, but the fact that ink spreads on corrugated is not. Quite often the problem is that too little or no bar width reduction was built into the plate—in other words there was no compensation for ink spread.

A frequent cause of Modulation and Decodability problems is excessive impression—too much pressure. The rationale for this is, ironically, the low contrast problem that is always symptomatic with bar codes on corrugated.
An even greater irony is a that excessive ink spread, the same factor that causes Modulation and Decodability problems also leads to Quiet Zone failure. This is usually because the bearer bars have been positioned at the absolute minimum distance from the ITF-14 bar code. There is seldom any reason to do this—there is always plenty of space available, but it happens anyway.
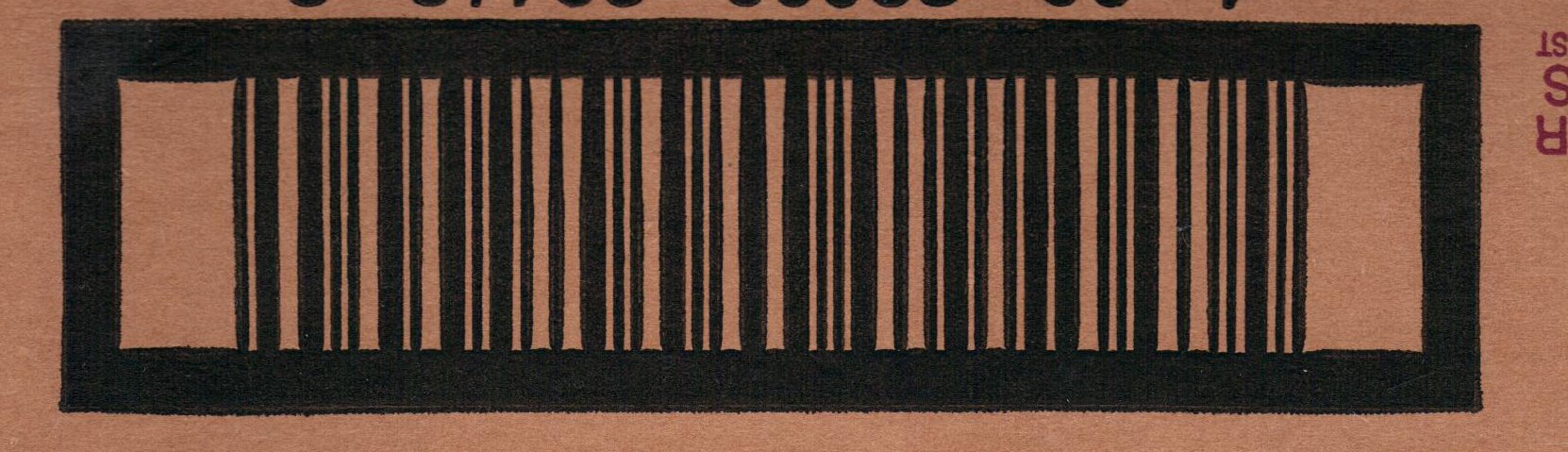
The solution is not to remove the bearer bars—they serve two very important purposes which will be discussed in a later article. But when the leading and trailing bearer bars are located too close to the bar code, they can destroy scannability when the bearer bars and the bars in the bar code are spread, and the minimum quiet zone specification is violated.
The solution is to move the bearer bars well beyond the minimum distance from the bar code—there is no such thing as a quiet zone that is too large.


